




ມີເກຍຫຼາຍປະເພດ, ລວມທັງເກຍຮູບຊົງກະບອກຊື່, ເກຍຮູບຊົງກະບອກກ້ຽວວຽນ, ເກຍມຸມເບວ, ແລະ ເກຍໄຮປອຍທີ່ພວກເຮົາກຳລັງນຳສະເໜີໃນມື້ນີ້.
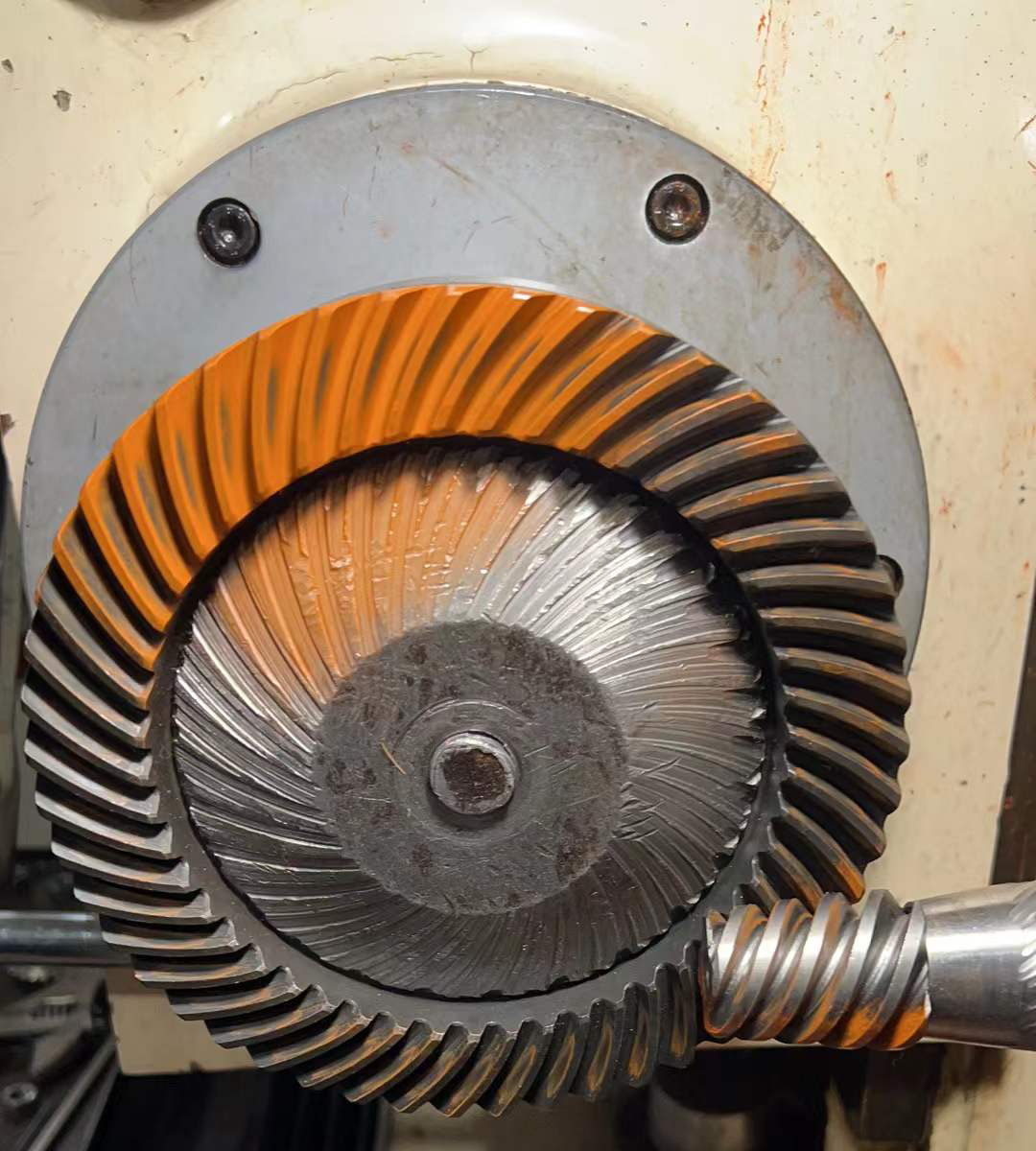
1) ລັກສະນະຂອງເກຍ hypoid
ກ່ອນອື່ນໝົດ, ມຸມເພົາຂອງເກຍໄຮປອຍແມ່ນ 90°, ແລະທິດທາງຂອງແຮງບິດສາມາດປ່ຽນເປັນ 90°. ນີ້ຍັງເປັນການປ່ຽນມຸມທີ່ມັກຕ້ອງການໃນອຸດສາຫະກຳລົດຍົນ, ເຮືອບິນ, ຫຼືພະລັງງານລົມ. ໃນເວລາດຽວກັນ, ເກຍຄູ່ໜຶ່ງທີ່ມີຂະໜາດແຕກຕ່າງກັນ ແລະ ຈຳນວນແຂ້ວທີ່ແຕກຕ່າງກັນຈະຖືກເຊື່ອມຕໍ່ກັນເພື່ອທົດສອບໜ້າທີ່ຂອງການເພີ່ມແຮງບິດ ແລະ ຄວາມໄວຫຼຸດລົງ, ເຊິ່ງເອີ້ນກັນທົ່ວໄປວ່າ "ຄວາມໄວເພີ່ມຂຶ້ນ ແລະ ຫຼຸດລົງຂອງແຮງບິດ". ຖ້າເພື່ອນທີ່ເຄີຍຂັບລົດ, ໂດຍສະເພາະເມື່ອຂັບລົດຄູ່ມືເມື່ອຮຽນຂັບລົດ, ເມື່ອປີນຂຶ້ນເນີນ, ຜູ້ສອນຈະໃຫ້ທ່ານໄປທີ່ເກຍຕ່ຳ, ໃນຄວາມເປັນຈິງ, ມັນແມ່ນການເລືອກເກຍຄູ່ໜຶ່ງທີ່ມີຄວາມໄວຂ້ອນຂ້າງໃຫຍ່, ເຊິ່ງສະໜອງໃຫ້ໃນຄວາມໄວຕ່ຳ. ແຮງບິດຫຼາຍຂຶ້ນ, ດັ່ງນັ້ນຈຶ່ງສະໜອງພະລັງງານໃຫ້ກັບລົດຫຼາຍຂຶ້ນ.
ຄຸນລັກສະນະຂອງເກຍ hypoid ແມ່ນຫຍັງ?
ການປ່ຽນແປງຂອງມຸມແຮງບິດຂອງລະບົບສົ່ງກຳລັງ
ດັ່ງທີ່ໄດ້ກ່າວມາຂ້າງເທິງ, ການປ່ຽນແປງມຸມຂອງພະລັງງານແຮງບິດສາມາດຮັບຮູ້ໄດ້.
ສາມາດທົນທານຕໍ່ການໂຫຼດທີ່ໃຫຍ່ກວ່າ
ໃນອຸດສາຫະກຳພະລັງງານລົມ, ອຸດສາຫະກຳລົດຍົນ, ບໍ່ວ່າຈະເປັນລົດໂດຍສານ, ລົດ SUV, ຫຼື ລົດບັນທຸກການຄ້າເຊັ່ນ: ລົດກະບະ, ລົດບັນທຸກ, ລົດເມ, ແລະອື່ນໆ, ຈະໃຊ້ລົດປະເພດນີ້ເພື່ອໃຫ້ພະລັງງານຫຼາຍຂຶ້ນ.
ການສົ່ງສັນຍານທີ່ໝັ້ນຄົງກວ່າ, ສຽງລົບກວນຕ່ຳ
ມຸມກົດດັນຂອງດ້ານຊ້າຍ ແລະ ຂວາຂອງແຂ້ວຂອງມັນອາດຈະບໍ່ສອດຄ່ອງກັນ, ແລະ ທິດທາງການເລື່ອນຂອງຕາໜ່າງເກຍແມ່ນຕາມຄວາມກວ້າງຂອງແຂ້ວ ແລະ ທິດທາງໂປຣໄຟລ໌ຂອງແຂ້ວ, ແລະ ຕຳແໜ່ງຕາໜ່າງເກຍທີ່ດີກວ່າສາມາດໄດ້ຮັບຜ່ານການອອກແບບ ແລະ ເຕັກໂນໂລຢີ, ເພື່ອໃຫ້ລະບົບສົ່ງກຳລັງທັງໝົດຢູ່ພາຍໃຕ້ການໂຫຼດ. ຕໍ່ໄປຍັງດີເລີດໃນປະສິດທິພາບ NVH.
ໄລຍະທາງຊົດເຊີຍທີ່ສາມາດປັບໄດ້
ເນື່ອງຈາກການອອກແບບໄລຍະຫ່າງທີ່ແຕກຕ່າງກັນ, ມັນສາມາດຖືກນໍາໃຊ້ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການການອອກແບບພື້ນທີ່ທີ່ແຕກຕ່າງກັນ. ຕົວຢ່າງ, ໃນກໍລະນີຂອງລົດ, ມັນສາມາດຕອບສະຫນອງຄວາມຕ້ອງການການເກັບກູ້ພື້ນດິນຂອງຍານພາຫະນະ ແລະ ປັບປຸງຄວາມສາມາດໃນການຜ່ານຂອງລົດ.
2) ສອງວິທີການປະມວນຜົນຂອງເກຍ hypoid
ເກຍສອງດ້ານເຄິ່ງໜຶ່ງໄດ້ຖືກນຳສະເໜີໂດຍ Gleason Work 1925 ແລະ ໄດ້ຮັບການພັດທະນາມາເປັນເວລາຫຼາຍປີ. ໃນປະຈຸບັນ, ມີອຸປະກອນພາຍໃນປະເທດຫຼາຍຢ່າງທີ່ສາມາດປຸງແຕ່ງໄດ້, ແຕ່ການປຸງແຕ່ງທີ່ມີຄວາມແມ່ນຍໍາສູງ ແລະ ມີລະດັບສູງສ່ວນໃຫຍ່ແມ່ນຜະລິດໂດຍອຸປະກອນຕ່າງປະເທດ Gleason ແລະ Oerlikon. ໃນແງ່ຂອງການສຳເລັດຮູບ, ມີສອງຂະບວນການບົດເກຍຫຼັກ ແລະ ຂະບວນການບົດ, ແຕ່ຄວາມຕ້ອງການສຳລັບຂະບວນການຕັດເກຍແມ່ນແຕກຕ່າງກັນ. ສຳລັບຂະບວນການບົດເກຍ, ຂະບວນການຕັດເກຍແມ່ນແນະນຳໃຫ້ໃຊ້ການເຈາະໜ້າ, ແລະ ຂະບວນການບົດແມ່ນແນະນຳໃຫ້ໃຊ້ການເຈາະໜ້າ.
ເກຍທີ່ປະມວນຜົນໂດຍປະເພດເຄື່ອງເຈາະໜ້າແມ່ນແຂ້ວຮູບຈວຍ, ແລະເກຍທີ່ປະມວນຜົນໂດຍປະເພດເຄື່ອງກິ້ງໜ້າແມ່ນແຂ້ວທີ່ມີຄວາມສູງເທົ່າກັນ, ນັ້ນຄືຄວາມສູງຂອງແຂ້ວຢູ່ໜ້າປາຍໃຫຍ່ ແລະ ນ້ອຍແມ່ນຄືກັນ.
ຂະບວນການປຸງແຕ່ງປົກກະຕິແມ່ນການໃຫ້ຄວາມຮ້ອນກ່ອນ, ຫຼັງຈາກການປະຕິບັດຄວາມຮ້ອນ, ແລະຫຼັງຈາກນັ້ນສຳເລັດຮູບ. ສຳລັບປະເພດເຕົາໄຟໜ້າ, ມັນຈຳເປັນຕ້ອງໄດ້ບົດແລະຈັບຄູ່ຫຼັງຈາກການໃຫ້ຄວາມຮ້ອນ. ໂດຍທົ່ວໄປແລ້ວ, ຄູ່ຂອງເກຍທີ່ບົດເຂົ້າກັນຄວນຈະຍັງຈັບຄູ່ກັນເມື່ອປະກອບໃນພາຍຫຼັງ. ຢ່າງໃດກໍຕາມ, ໃນທາງທິດສະດີ, ເກຍທີ່ມີເທັກໂນໂລຢີການບົດເກຍສາມາດໃຊ້ໄດ້ໂດຍບໍ່ຕ້ອງຈັບຄູ່. ຢ່າງໃດກໍຕາມ, ໃນການປະຕິບັດງານຕົວຈິງ, ໂດຍພິຈາລະນາອິດທິພົນຂອງຄວາມຜິດພາດໃນການປະກອບແລະການຜິດຮູບຂອງລະບົບ, ຮູບແບບການຈັບຄູ່ຍັງຖືກນຳໃຊ້ຢູ່.
3) ການອອກແບບ ແລະ ພັດທະນາຂອງ triple hypoid ມີຄວາມສັບສົນຫຼາຍຂຶ້ນ, ໂດຍສະເພາະໃນສະພາບການໃຊ້ງານ ຫຼື ຜະລິດຕະພັນລະດັບສູງທີ່ມີຄວາມຕ້ອງການສູງກວ່າ, ເຊິ່ງຕ້ອງການຄວາມແຂງແຮງ, ສຽງດັງ, ປະສິດທິພາບການສົ່ງກຳລັງ, ນ້ຳໜັກ ແລະ ຂະໜາດຂອງເກຍ. ດັ່ງນັ້ນ, ໃນຂັ້ນຕອນການອອກແບບ, ໂດຍປົກກະຕິແລ້ວມັນຈຳເປັນຕ້ອງປະສົມປະສານຫຼາຍປັດໃຈເພື່ອຊອກຫາຄວາມສົມດຸນຜ່ານການເຮັດຊ້ຳ. ໃນຂະບວນການພັດທະນາ, ໂດຍປົກກະຕິແລ້ວມັນຍັງຈຳເປັນຕ້ອງປັບຮອຍແຂ້ວພາຍໃນຂອບເຂດການປ່ຽນແປງທີ່ອະນຸຍາດຂອງການປະກອບເພື່ອຮັບປະກັນວ່າລະດັບປະສິດທິພາບທີ່ເໝາະສົມຍັງສາມາດບັນລຸໄດ້ພາຍໃຕ້ເງື່ອນໄຂຕົວຈິງເນື່ອງຈາກການສະສົມຂອງລະບົບຕ່ອງໂສ້ມິຕິ, ການຜິດຮູບຂອງລະບົບ ແລະ ປັດໄຈອື່ນໆ.
ເວລາໂພສ: ພຶດສະພາ-12-2022