ສອງວິທີການປຸງແຕ່ງຂອງເກຍ hypoid
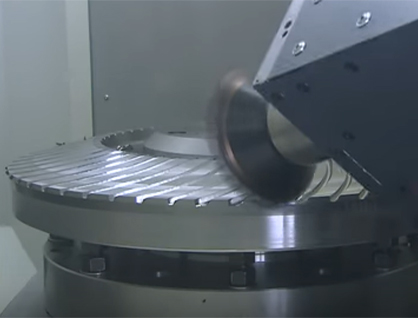
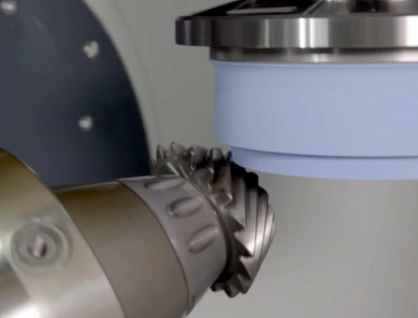
ໄດ້ເກຍ bevel hypoidໄດ້ຖືກນໍາສະເຫນີໂດຍ Gleason Work 1925 ແລະໄດ້ຖືກພັດທະນາເປັນເວລາຫລາຍປີ. ໃນປັດຈຸບັນ, ມີອຸປະກອນພາຍໃນປະເທດຈໍານວນຫຼາຍທີ່ສາມາດປຸງແຕ່ງໄດ້, ແຕ່ການປຸງແຕ່ງທີ່ມີຄວາມແມ່ນຍໍາແລະລະດັບສູງແມ່ນສ່ວນໃຫຍ່ແມ່ນຜະລິດໂດຍອຸປະກອນຕ່າງປະເທດ Gleason ແລະ Oerlikon. ໃນແງ່ຂອງການສໍາເລັດຮູບ, ມີສອງຂັ້ນຕອນການ grinding gear ຕົ້ນຕໍແລະຂະບວນການ lapping, ແຕ່ຄວາມຕ້ອງການສໍາລັບຂະບວນການຕັດເກຍແມ່ນແຕກຕ່າງກັນ. ສໍາລັບຂະບວນການ grinding gear, ຂະບວນການຕັດເກຍແມ່ນແນະນໍາໃຫ້ໃຊ້ milling ໃບຫນ້າ, ແລະຂະບວນການ lapping ແມ່ນແນະນໍາ. ເພື່ອປະເຊີນກັບ hobbing.
ໄດ້ເກຍການປຸງແຕ່ງໂດຍປະເພດແຜ່ນໃບຫນ້າແມ່ນແຂ້ວ tapered, ແລະເຄື່ອງມືທີ່ປຸງແຕ່ງໂດຍປະເພດ hobbing ໃບຫນ້າແມ່ນແຂ້ວທີ່ມີຄວາມສູງເທົ່າທຽມກັນ, ນັ້ນແມ່ນ, ຄວາມສູງຂອງແຂ້ວຢູ່ໃນໃບຫນ້າປາຍໃຫຍ່ແລະຂະຫນາດນ້ອຍແມ່ນຄືກັນ.
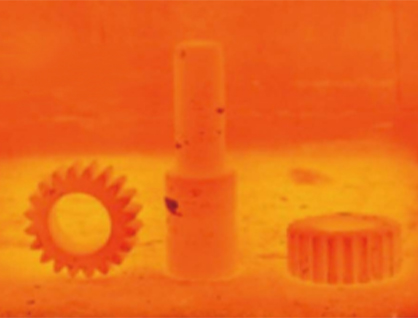
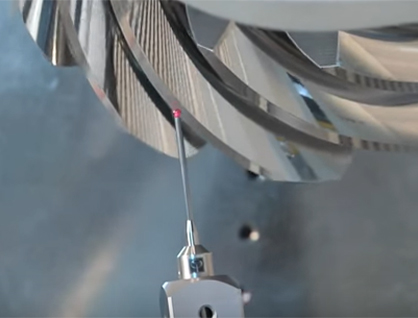
ຂະບວນການປຸງແຕ່ງຕາມປົກກະຕິແມ່ນປະມານເຄື່ອງຈັກຫຼັງຈາກການໃຫ້ຄວາມຮ້ອນກ່ອນ, ແລະຫຼັງຈາກນັ້ນສໍາເລັດຮູບເຄື່ອງຈັກຫຼັງຈາກການປິ່ນປົວຄວາມຮ້ອນ. ສໍາລັບປະເພດ hobbing ໃບຫນ້າ, ມັນຈໍາເປັນຕ້ອງໄດ້ lapped ແລະຈັບຄູ່ຫຼັງຈາກຄວາມຮ້ອນ. ໂດຍທົ່ວໄປແລ້ວ, ຄູ່ຂອງເກຍຕໍ່ກັນຍັງຄວນຈະໄດ້ຮັບການຈັບຄູ່ໃນເວລາທີ່ປະກອບໃນພາຍຫຼັງ. ແນວໃດກໍ່ຕາມ, ໃນທາງທິດສະດີ, ເກຍທີ່ມີເທກໂນໂລຍີ grinding gear ສາມາດຖືກນໍາໃຊ້ໂດຍບໍ່ມີການຈັບຄູ່. ຢ່າງໃດກໍຕາມ, ໃນການປະຕິບັດຕົວຈິງ, ພິຈາລະນາອິດທິພົນຂອງຄວາມຜິດພາດການປະກອບແລະການຜິດປົກກະຕິຂອງລະບົບ, ຮູບແບບການຈັບຄູ່ຍັງຖືກນໍາໃຊ້.